Резка гидротрансформаторов и токарная обработка его деталей производятся на 2-х станках 16К20 с использованием планшайбы, центровочных оправок, специальных кулачков для токарного патрона.
Мойка
Мойка деталей гидротрансформаторов производится в двух машинах, использующих подогретый водный раствор моющего вещества, циркулирующий по замкнутому контуру.
Подшипники, обгонные муфты и поршни с хорошими накладками блокировки промываются в специальном сольвенте.
Приклепывание ступицы турбины и блокировки
Приклепывание ступицы турбины и блокировки, производится в гидравлическом прессе SuperFlow с использованием набора оправок
Наклейка накладки блокировки
Наклейка накладок блокировки производится на установке PistonBonder производства ATI Performance Products.
Проверка герметичности поршня блокировки
Возможные утечки через невидимые трещины в поршне блокировки или же через отверстия для заклепок проверяются на устройстве производства Superflow для проверки герметичности поршней блокировки.
Проверка работы блокировки
Включение и выключение блокировки гидротрансформатора проверяется на стенде компании SuperFlow, под разным давлением. Для гидротрансформаторов с закрытым типом блокировки замеряется и проверяется пред натяг блокировки.
Сварочное оборудование
Приваривание ступицы насоса: используется станок Hub Master производства SuperFlow;
Сварка гидротрансформатора: используются станок AWA с двумя сварочными горелками производства SuperFlow и станок ATI с одной горелкой.
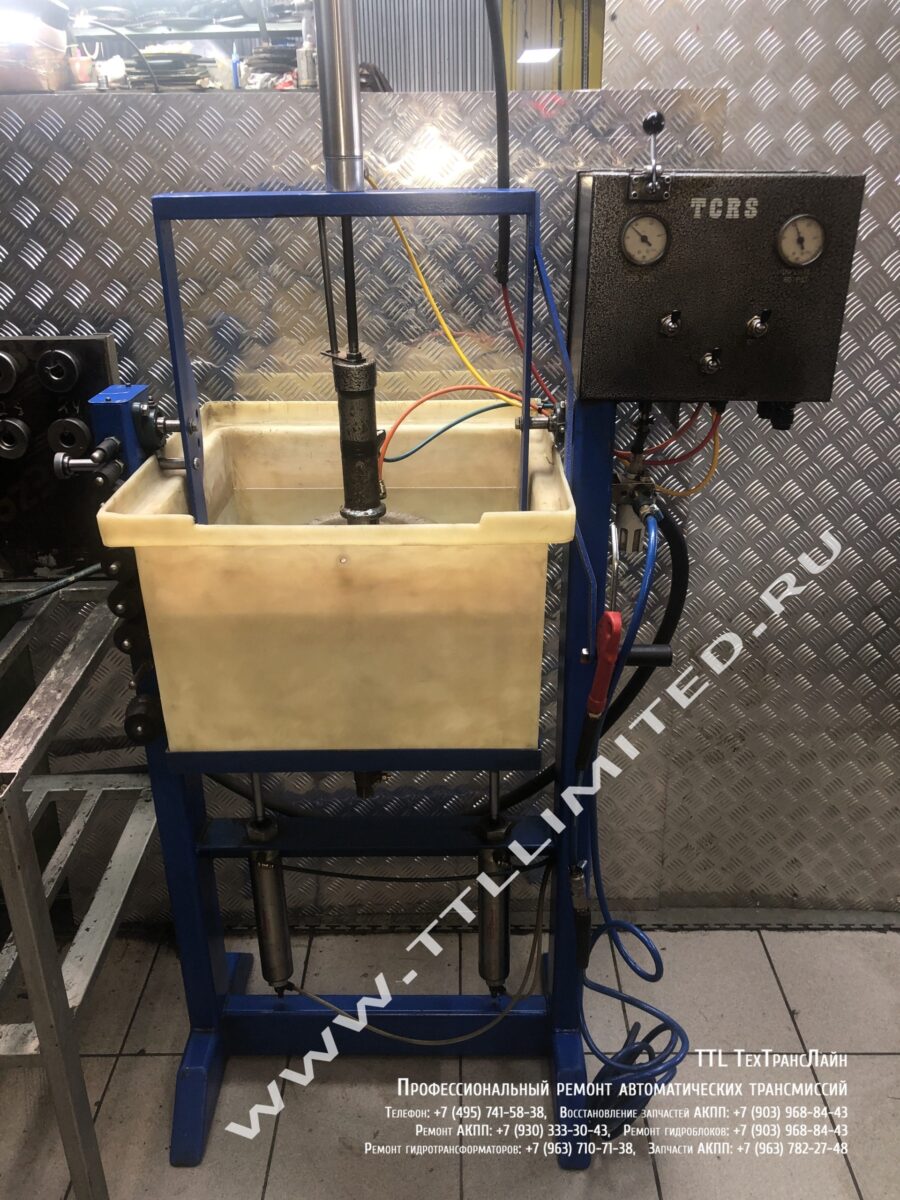
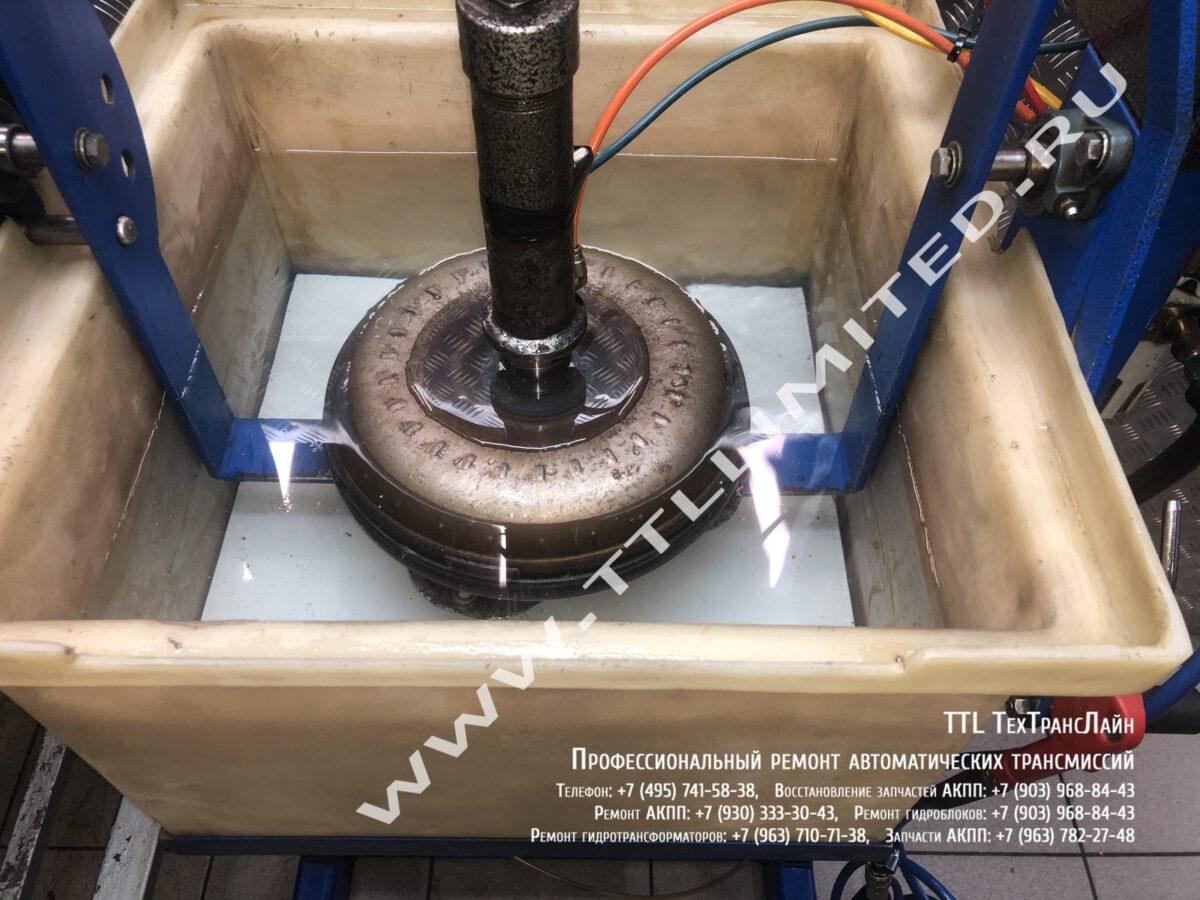
Проверка герметичности
Герметичность гидротрансформаторов после сварки проверяется с помощью опрессовки его давлением 10 атм. в воде. Используется устройство для опрессовки производства фирмы SuperFlow.
Проверка биения ступицы насоса
Используется приспособление SuperFlow c набором центровочных втулок для всех моделей гидротрансформаторов.
Проверка внутреннего зазора
Обязательным этапом выходного контроля является проверка величины внутреннего зазора, которая производится на специальном устройстве.